1. Characteristics of silver alloy brazing method:
Processing formation of silver alloy brazing method is same as brass brazing method. However, utmost merit of silver alloy brazing method is to be possible to minimize heat influence to the rail itself.
Applying limitation of brass brazing method is due to risk for heat influence which is the issue of melting temperature of solder material.
Due to above reason, we did develop new solder (ST-Ag40).
This material is to be workable in the condition of below 750 degree C.
In this silver alloy brazing method, it is almost nothing to have severe problem such as structural metamorphosis and heat influence on the rail itself.
- It is now possible to work exceeding the limitation of processing for brass brazing method.( any kind of rail is acceptable )
- Working efficiency is to be increased because of no need to excess work for countermeasure of retained heat at rail after the working.
- Constituent of solder material of silver alloy brazing method does not contain toxic substance and consumption of calorific value. It can be of almost half period of working time for silver alloy brazing method comparing to the brass brazing method due to the lower melting temperature of silver alloy solder. In addition, this silver alloy brazing method gives environment friendly too.
- Electric conduction rate is to be 4 times more than that of working with brass solder material and it has more advantage against obstructive deposition such as fallen leaves, etc.
2. Details of the method:
Basic working of silver alloy brazing method is same as that of brass brazing method. Solder material is to be brazed on the channel of rail top surface which is to be grooved in advance. However, temperature of brazing works is different and no need to take care of the excess working for countermeasure of retained heat at rail after the working.
- 1) We have no question about any kind of rail but we have to do preliminary check and confirm the area of brazing workable. Normaly, railway crossing, tongue rail and joint point plate are not allowed for any brazing works.
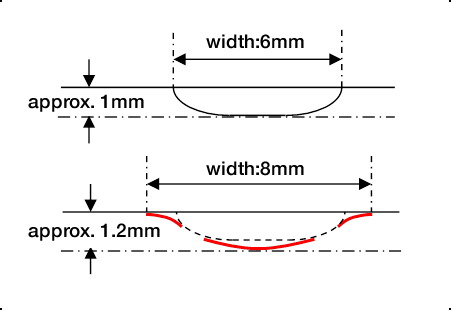
- It makes groove by using grinding stone. The working procedure is same as that of brass brazing method but shape of groove is to be different.
At the beginning, it makes 6mm width groove and then extends to 8mm width gradually incline to the surface of rail.1-240x184.png)
2-240x184.png)
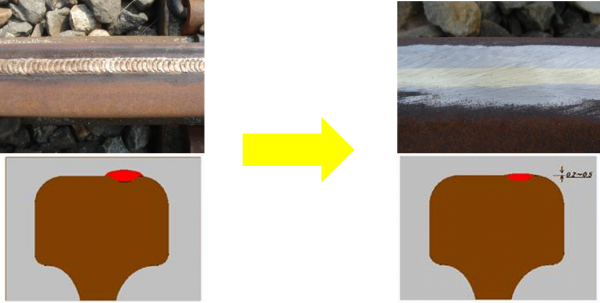
- Silver alloy solder is to be grazed by using oxygen and acetylene flame.

- Uneven surface of part brazed shall be grinded and finish smoothly.
At this time, it makes height of solder material between 0.2mm and 0.5mm.
( This is to protect the impact to running wheel of train and the abnormal noise.)